Примечание: Описание станков иллюстрировано
видеороликами, часть видеороликов "зациклена" на непрерывное изображение,
остальные проигрывают изображение один раз. Для повтора анимации станочных перемещений
нажмите на изображение станка и по правой клавише выберите "Play"...
Система управления
Модель станка в Vericut
Постпроцессор Unigraphics
Внешний вид (Наличие
модели станка и репостпроцессора)
Основные функции и команды,
реализованные в репостпроцессоре Vericut
Примечания
Основные функции, реализованные
в постпроцессоре UG
Примечания
Постпроцессор NX для HAAS
TM-1
Ничего "выдающегося",
станок с ручной сменой инструмента.
Постпроцессор NX для HAAS
VF-2, с возможностью непрерывной 4-осевой обработки
Постпроцессор Unigraphics NX
для MAZAK e-TOWER Integrex 650H II, непрерывная 5-осевая обработка,
токарная обработка
Постпроцессор Unigraphics NX
для MAZAK Integrex, непрерывная 5-осевая обработка. Реализованы
функции фрезерования в координатах Х-С, как с применением функции G12.1,
так и с применением функции Unigraphics LOCK AXIS
Для просмотра ролика - щелкните
мышкой по картинке
Ноябрь 2009. Постпроцессор
для 3-осевого станка MECANUMERIC 1015 PRO. Постпроцессор реализован
как в виде TCL-версии, так и в виде MDFG (для обработки GPM-постпроцессором
CLSF-файлов)
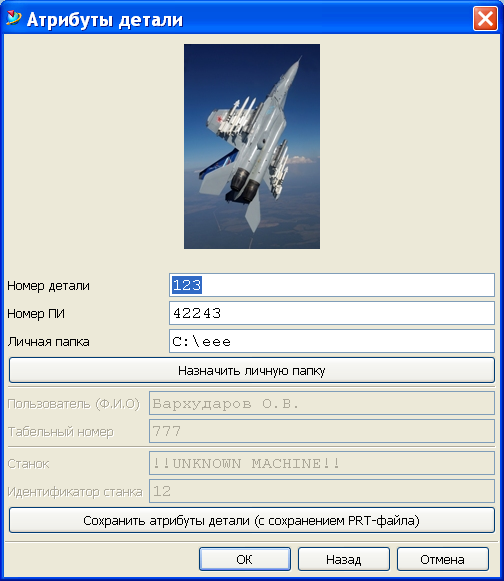
Октябрь 2009. Для ЛЮБОГО
постпроцессора NX реализовано приложение, читающее атрибуты детали (номер
детали, номер производственной инструкции, ФИО технолога, его табельный
номер и т.п.), и выводящее необходимую информацию в "шапку" управляющей
программы. Кроме этого, приложение вычисляет контрольную сумму УП и также
выводит в текст УП.
Август-Сентябрь 2009 г. Постпроцессор для станка MAZAK
INTEGREX e-1550. Интересен тем, что в нем реализованы функции автоматического
подворота как для 3-осевой, так и для 5-осевой обработки при достижении
лимитов по оси Х.
Июль 2009 г. Постпроцессор для станка Willemin-Macodel
518, FANUC. Интересен тем, что реализован при отсутствии функционала RTCP
(контроль кончика инструмента), тем не менее, удалось избежать зависимости
от длины (вылета) инструмента.
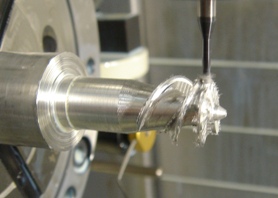
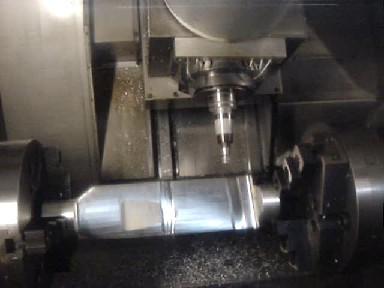
Небольшой проект на токарно-фрезерном
станке TWIN GILDEMEISTER по обработке лопатки некоего изделия. Станок имеет
необычным образом реализованную функцию TRAORI, пришлось поломать голову
над постпроцессором и моделью станка в VERICUT,2009
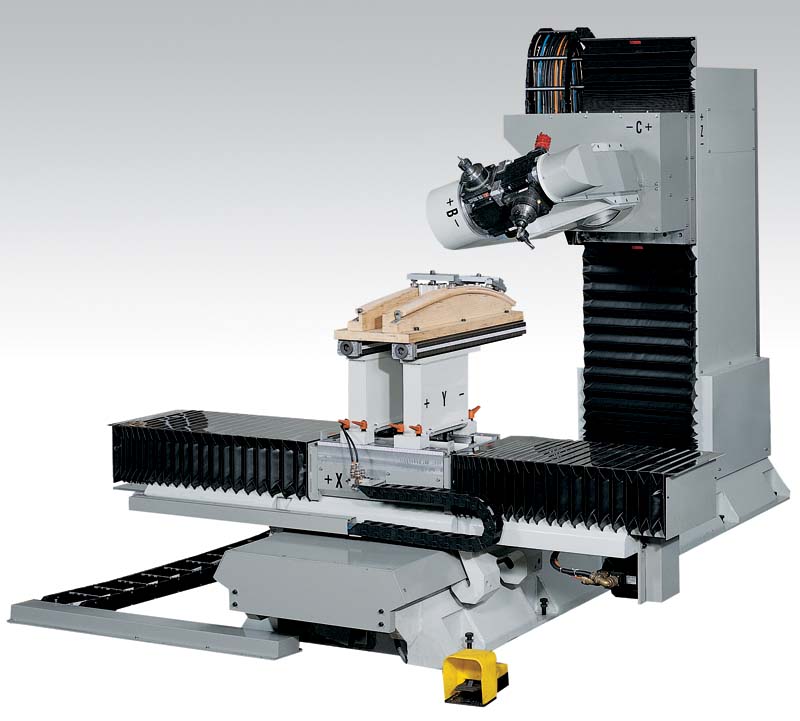
SMART P.BACCI
Постпроцессор для 5-осевого (если точнее
- для 6-осевого) деревообрабатывающего станка SMART P.BACCI.
+ Постпроцессор для горизонтальной поворотной
оси, устанавливаемой дополнительно, март
2009
Декабрь 2008
Heidenhain
iTNC430/530
Hermle C800U
Hermle C1200U
DMU 50T
MIKRON HSM600U
RTCP-M128/M129, Трансформация
системы координат-CYCLE19,круговые массивы операций (полезная вещь для обработки
колес компрессоров), осевые циклы (сверление, нарезание резьб), работа по
меткам, по подпрограммам, условные переходы и др.
Ведется разработка реализации
3D коррекции для 5-ти осевой обработки
RTCP-M128\M129, Трансформация
системы координат - CYCLE19,круговое массивирование операций, осевые циклы
Реализована 3D-коррекция
для многоосевой обработки
DMU60T
DMU60T
Аналогичная модель станка
имеется в базовой комплектации VERICUT, но "поведение" штатной
модели не совсем соответствует реальному станку.
RTCP-M128\M129, Трансформация
системы координат - CYCLE19,круговое массивирование операций, осевые циклы
Heidenhain iTNC430
Hermle C40
Hermle C40
Сформированы два варианта постпроцессора
для этого станка - с поддержкой CYCLE 19 и с поддержкой функции PLANE. Оба
варианта работают с функцией M128\129
Rotary Tool Control Point - G141,
Трансформация системы координат-G7 (реализовано собственным макросом DevKit),круговое
массивирование операций, осевые циклы, работа по меткам, подпрограммам
Ведется разработка реализации
3D коррекции для 5-ти осевой обработки
Rotary Tool Control Point - G141,
Трансформация системы координат-G7 (реализовано собственным макросом DevKit),круговое
массивирование операций, осевые циклы, работа по меткам, подпрограммам
Визуализация токарного и фрезерного
режимов, RTCP-G43.4, Трансформация и поворот системы координат-G68.5,круговое
массивирование операций, осевые циклы, работа по меткам, по подпрограммам
Единый постпроцессор для токарного
и фрезерного режимов, RTCP-G43.4, Трансформация и поворот системы координат-G68.5,круговое
массивирование операций, осевые циклы, работа по меткам, по подпрограммам
MDO1514
Fidia G966 (5-Axis)
Rotary Tool Control Point-G96
Rotary Tool Control Point -G96
Siemens
Sinumerik 840D
Стерлитамак 400V
Siemens Sinumerik 840D CHIRON FZ08
Chiron FZ08 MAGNUM
Siemens Sinumerik 840D CHIRON Mill2000
Chiron Mill2000
TRAORI, AROT, TRANS
Отличительная особенность этого
постпроцессора - возможность работы с измерительными циклами Renishaw -
см. видео-ролик