О
нарезании резьбы резьбофрезами.
(For visitors from UGS, EDS, Siemens PLM Software - if you want to
insert the same feature into next version NX - please, send me $5...)

|
На современном станочном оборудовании широко используется нарезание резьбы резьбофрезами. Метод привлекает своей производительностью, качеством получаемой резьбы, которое обусловлено соответстствующим качеством инструмента. В Unigraphics NX есть шаблон операции для резьбонарезания, почему бы не воспользоваться?
|
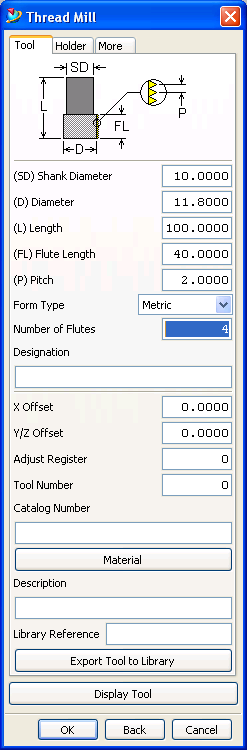 |
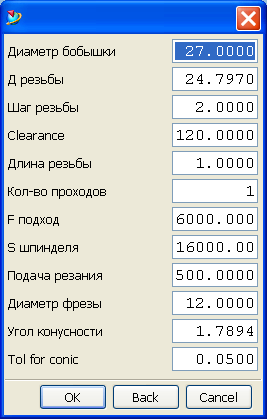
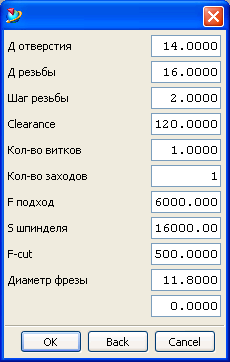
Задаем параметры инструмента (автор использовал фрезу ISCAR) |

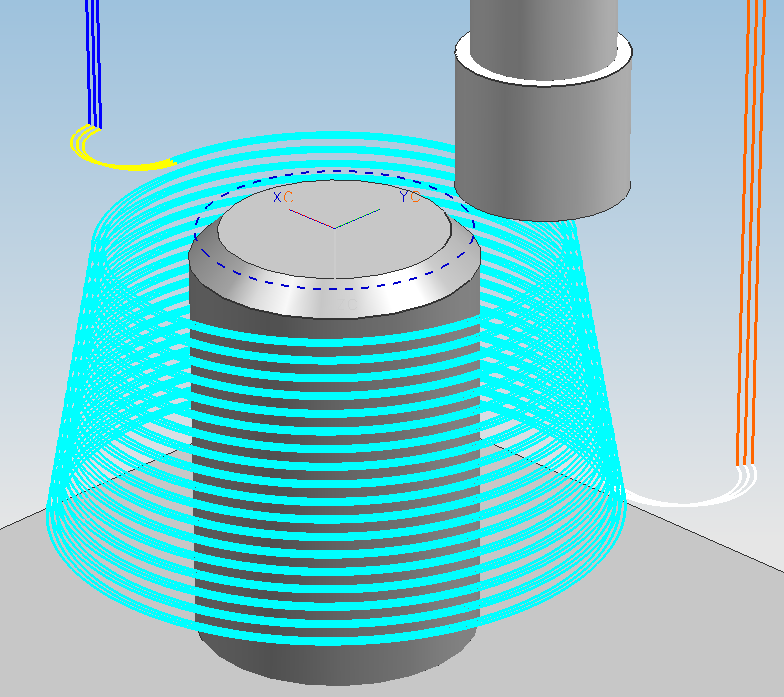
Указав все необходимые параметры - получим траекторию:
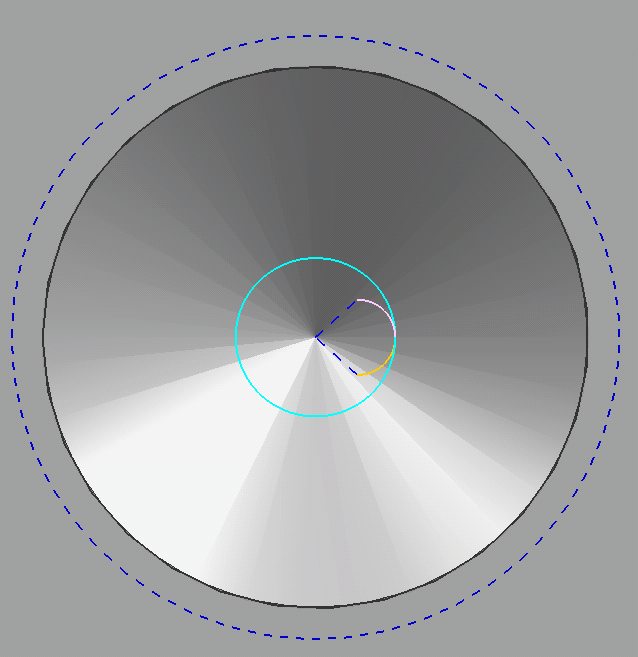
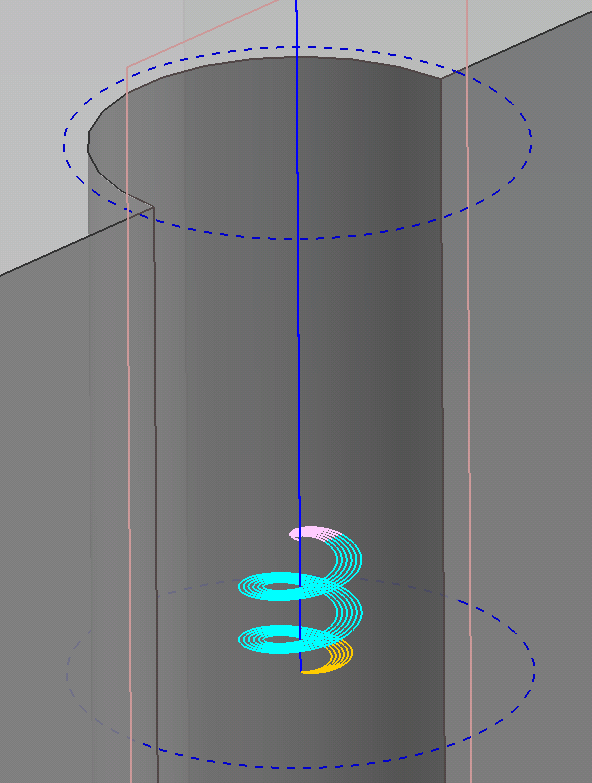
Обратите внимание, врез идет по спирали (это - хорошо), но получить врезание по спирали в полвитка (180 градусов) никак не получится! И врезание идет не из центра отверстия, а непосредственно с плоскости безопасности резьбофреза "падает" к участку врезания и дальше уже идет по спирали. Это в NX4. Говорят, что в NX6 эту проблемку подправили, но и в NX6 получить врезание по спирали в 180 градусов НЕВОЗМОЖНО!
Решено было написать свое приложение User Defined Operation, тем более, что хотелось получить еще и фрезерование резьбы в несколько проходов для снижения нагрузки на инструмент.
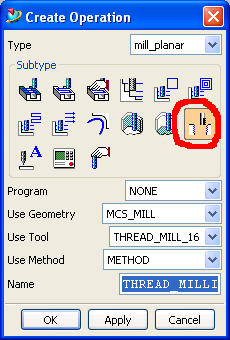
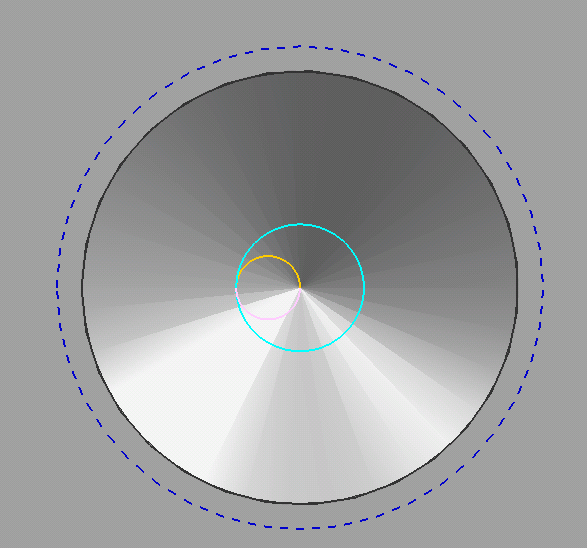
В результате - внешний вид меню пользователя несколько изменился:
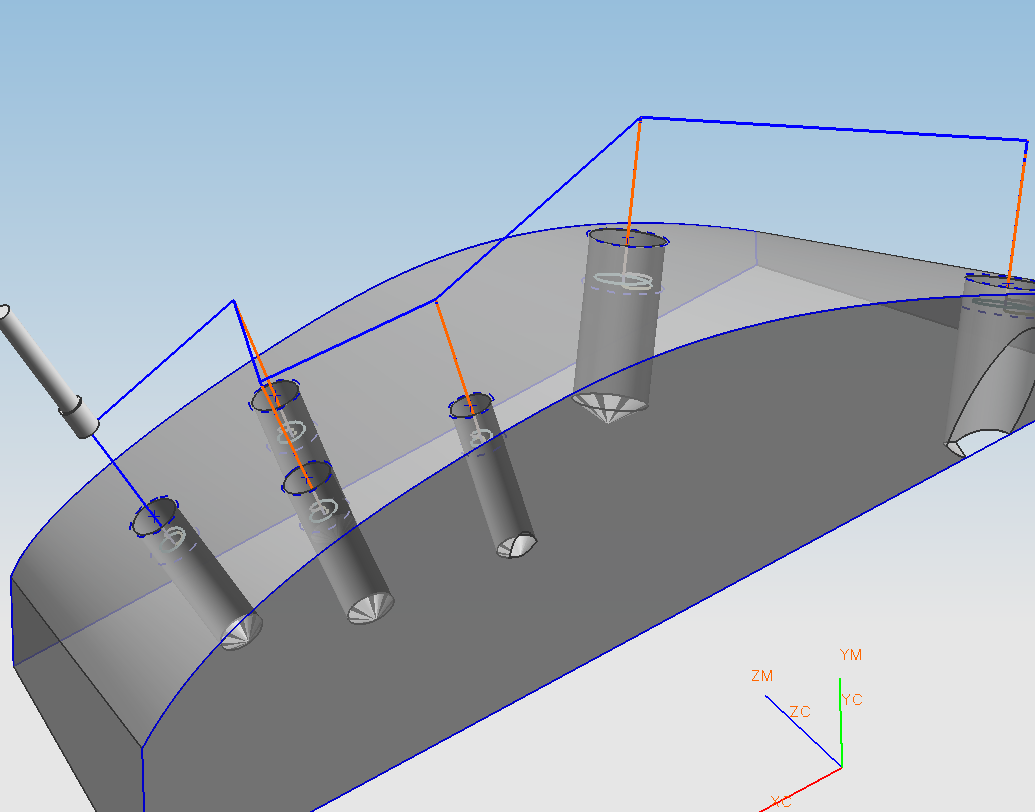
Обработка производится следующим образом:
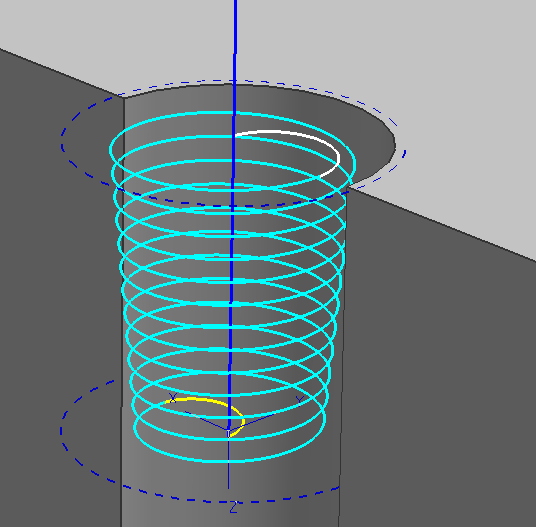
На быстрой подаче фреза опускается в центр отверстия на требуемую глубину, затем по спирали в 180 градусов производитяся врезание, затем - требуемое количество витков резьбы (зависит от длины инструмента), и - выход в центр отверстия опять же по спирали в 180 градусов.
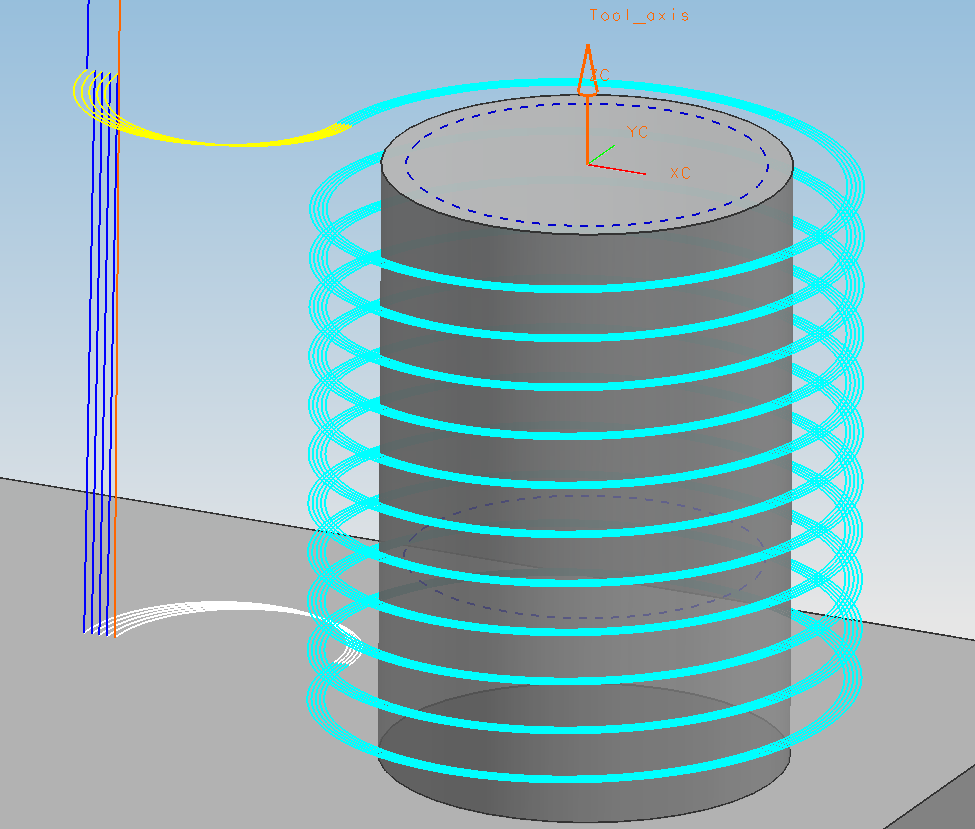
И совсем красиво получилось при нарезании резьбы в несколько проходов!